

- 产品描述
- 产品参数
-
一.采用铸铁表面镀陶瓷炉胆,可提高炉胆寿命
1、新型防腐铸铁锡炉
● 釆用了厚度为10mm壁厚的铸铁炉胆,大大的提高了锡炉在受热情况下抵抗变形的能力。
● 铸铁里面含有大量的石墨,它对于钎料几乎不产生润湿现象,故对炉胆的腐蚀行为很小,为了更有效的提高炉胆的耐腐蚀性能及表面光滑度,在铸铁表面进行陶瓷工艺处理,更有效的提高了使用寿命。
二.采用新流道、新喷口等降低氧化量的装置,有效降低客户运行成本
1、降低氧化渣装置
● 无铅波峰铅料氧化渣形成特点及其改善的工艺措施。
● 影响氧化量的因素:影响焊锡氧化因素是多方面引起的,有些是无法控制的,如焊锡的工作温度是一定的;有些因素是完全可以利用机械原理加以控制,如:波峰的流速、落差、横截面、助焊剂的喷涂量等等,可以总结为以下计算公式:
氧化量=f(落差、接触面积,流速系数,温度系数)
变量:落差、流速、接触面积
定量:焊锡温度
2、降氧化装置具体措施:
●降低氧化装置就是要有效控制波峰的流动速度,降低落差,减少接触面积,缩短运动路径,有效消除"豆腐渣"现象产生;采用动态旋转部分与氧气隔离,杜绝黑色氧化物的产生。
●根据PCB的宽度调节喷口的宽度,从而有效降低焊锡氧化。
三.采用新型叶轮及流道设计,提高波峰平稳性
1、软件系统人性化设计
●良好人机图标演示界面,可方便操作。
●附加了焊接缺陷诊断帮助文档及常见设备故障诊断及维修帮助文档,降低客户培训成本。
●新增SPC查询功能,对生产过程进行有效管控,能够更好的保证设备的性能稳定性。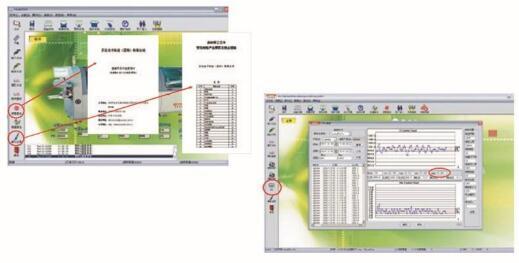
2、混合预热的优势
●波峰焊红外预热提升温度快,热风预热提升温度均匀性。
●采用红外和热风混合预热既能快速提升温度又能增加温度均匀性。
●混合预热特别适合水溶性助焊剂。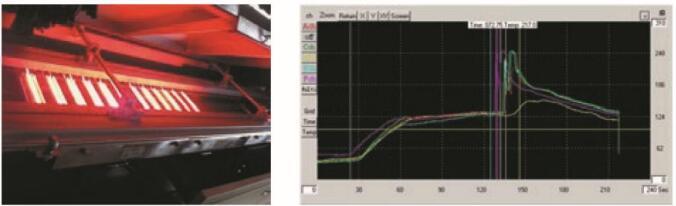
3、内置局部选择喷雾装置
●是步进电机通过同步带及滚珠丝杆,直线导轨等作X和丫方向的运动来实现局部选择喷涂助焊剂。
●精选喷嘴可实现点喷、直线喷和矩形喷。
●釆用PC+运动板卡控制,响应速度快,精度高,可编程,界面可操作性强。
●适用于喷涂面积占总面积50%以下的情况,节约助焊剂在50%以上。
4、锡炉区局部充氮装置
●波峰焊锡炉区局部充氮装置,能用少的氮气量在PCB下方元件脚和锡炉喷口波峰周围得到高浓度的氮气。
●采用特制不锈钢纳米微孔管,氮气弥散型充盈,均匀,浓度高。
●3路流量计控制3路氮气管。消耗氮气15m3/h左右,喷口流动的焊锡附近氧气浓度1000PPM左右。
●提高焊接品质,减少焊锡氧化量;不提供在线检测氧气浓度。
联系我们
电话:18915611993
联系人:邓星星
邮箱:dxx@starsea-sz.com
地址:常熟市东南街道银环路26号